
Лазерная сварка металла, особенности и технология.
Установка и оборудование для сварки лазером
Содержание
Особенности лазерной сварки металлов
Среди распространённых источников энергии, применяемых для сварки, лазерное излучение обладает наиболее высокой степенью концентрации энергии в отдельном небольшом участке. Лазерное излучение по концентрации превосходит другие источники теплоты в десятки раз. Такие высокие показатели концентрации определяются уникальными характеристиками лазерного луча, прежде всего, его монохроматичностью и когерентностью.
Электронно-лучевая сварка, также как и лазерная, тоже обеспечивает высокую концентрацию энергии, но преимущество последней заключается в том, что для неё не требуется специальных вакуумных камер. Лазерную сварку можно проводить как на воздухе, так и в среде защитных газов. Это сварка в среде аргона, гелия, либо сварка в среде углекислого газа СО2 и других. Этот вид сварки подходит для соединения заготовок любых габаритов.
Благодаря когерентности и монохроматичности лазерного луча, он обладает малой расходимостью, что позволяет достичь высокой степени фокусировки энергии большой величины на малом участке. В результате этого, на свариваемых поверхностях происходит локальное нагревание, обеспечивающее высокую скорость нагрева и охлаждения. Эти параметры оказываются гораздо выше, чем при других способах дуговой сварки.
Другими особенностями лазерной сварки являются малый объём расплавленного металла и малые размеры зоны термического влияния, а также эффективное расплавление металла на больших скоростях сварки, порядка 20-40 мм/с, что обеспечивает высокую производительность.
Классификация методов лазерной сварки
Способы лазерной сварки металлов можно классифицировать по трём группам. Классификация представлена на рисунке ниже:
.jpg)
Классификация по энергетическим признакам
Каждый метод лазерной сварки характеризуется плотностью мощности Е, Вт/см 2 , т.е. отношением мощности луча лазера к площади сфокусированного луча и продолжительностью воздействия t. Лазерную сварку ведут, как правило, при Е=1-10МВт/см 2 . Меньшая плотность мощности не рекомендуется, так как в этом случае более эффективными и экономичными будут другие способы сварки, например, дуговая. Возможны три основных режима с разным сочетанием мощности и продолжительности воздействия:
1. Е=0,1-10МВт/см2, t>10-2с. Этот режим обеспечивается лазерами непрерывного действия. Данный режим используется для сварки конструкционных сталей различной толщины.
2. Е=0,1-10МВт/см2, t Дополнительные материалы по теме:
Лазерная сварка металла
Лазерная сварка металла — один из самых новых методов создания неразъемных соединений. Он отличается исключительной точностью, производительностью и высоким качеством сварного шва. Нагрев и плавление металла в рабочей зоне проводится лазерным лучом. Метод позволяет сваривать разнородные материалы. Несмотря на высокую стоимость и сложность оборудования, популярность этого метода постоянно растет. Для домашних мастерских становятся доступны аппараты бытового уровня.

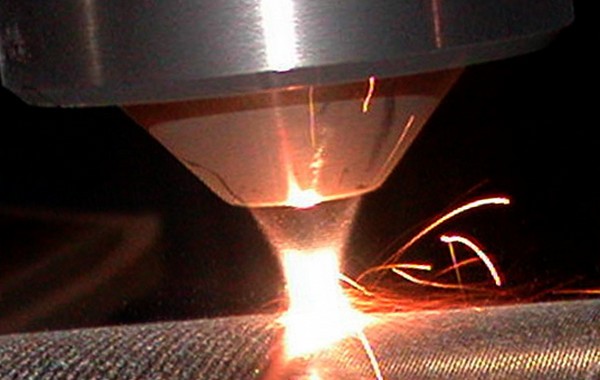
Технология лазерной сварки
Световой поток, генерируемый лазером, отличается монохромностью. Все волны потока, в отличие от солнечного спектра, имеют равные длины волн. Это облегчает управление потоком с помощью фокусировки линзами и отклонения призмами. В лазере возникает явление волнового резонанса, что многократно увеличивает мощность пуска.
Принцип действия лазерной сварки базируется на поглощении энергии пучка лазера металлом в рабочей зоне. При этом происходит сильный локальный нагрев.
Технология сварки лазером напоминает технологию газовой сварки. Подготовительные операции заключаются в механической обработке и химическом обезжиривании зоны соединения. Далее луч лазера направляется в начало шва, происходит нагрев металла, его плавление и образование сварочной ванны. Луч перемещается вдоль линии шва, за ним движется сварочная ванна и зона кристаллизации.

Схема лазерной сварки
После кристаллизации шов проводится зачистка шва от окалины и шлаков.
Лазерная сварка позволяет получить однородный, прочный и долговечный шов.
Условия и методы проведения процесса
Для достижения высокой мощности луча необходима его фокусировка. Она проводится в ходе серии последовательных отражений от переднего и заднего полусферических зеркал. Когда интенсивность пучка превышает пороговое значение, он проходит через центр переднего зеркала и далее, через систему направляющих призм, к рабочей зоне.
Лазерная сварка металлов может проводиться при различном взаиморасположении соединяемых заготовок. Глубину проплавления металла в рабочей зоне можно регулировать в широком диапазоне — от поверхностного до сквозного. Работу также можно вести непрерывным лучом или прерывистыми импульсами.
Способ позволяет сваривать как детали из тонкого листового проката, так и сложные профили и детали большой толщины.
Различают следующие виды процесса:
- В стык. Проводится без присадочных материалов и флюсовых порошков в защитной газовой атмосфере.
- Внахлест. Свариваемые кромки накладываются одна на другую. Требуется обеспечить прижим заготовок друг к другу.

Лазерная сварка в стык
Компактные аппараты бытового класса позволяют проводить лазерную сварку своими руками.
Аппараты лазерной сварки металлов
Для проведения точечной или сплошной лазерной сварки необходимо:
- лазер с источником питания ;
- блок оптической фокусировки;
- механизм перемещения луча в рабочей зоне;
- приспособления для подачи инертных газов для защиты рабочей области.
По конструкции активного излучателя все аппараты лазерной сварки разделяют на два типа:
Оба типа могут работать как в импульсном, так и в непрерывном режиме.
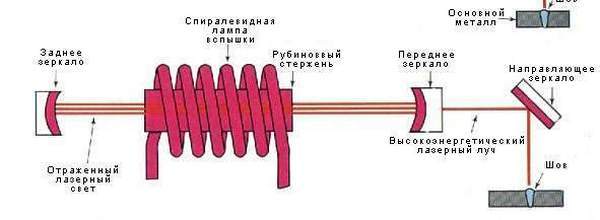
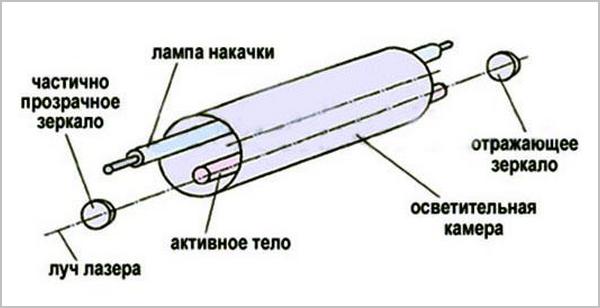
Лазеры с твердым активным элементом
Такие установки могут излучать световой поток как непрерывно, так и дискретными импульсами. Активный излучатель делают из розового искусственного рубина, смешивая оксид алюминия и ионы хрома. Торцы стрежня полируют, создавая на них зеркальные поверхности, отражающие свет. Ионы хрома, облучаемые излучением лампы накачки, переизлучает свет на частоте работы лазера.
Функционирование их проходит следующим способом:
- Стержнеобразный активный элемент помещен вместе с лампой накачки внутри рабочего корпуса.
- Энергия периодических вспышек лампы накапливается в активном элементе, фокусируясь и отражаясь от торцевых зеркал.
- По достижении порогового значения интенсивности светового пучка он проходит излучение рабочего импульса.

Лазер с твердым активным элементом
Аппараты с твердым активным телом работают на волне длиной 0,69 микрон. Мощность их достигает нескольких сотен ватт.
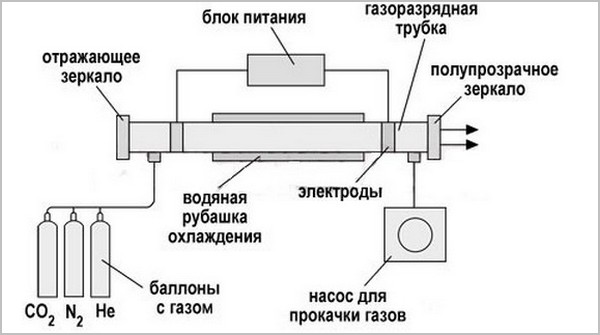
Аппараты с элементами на основе газовой среды
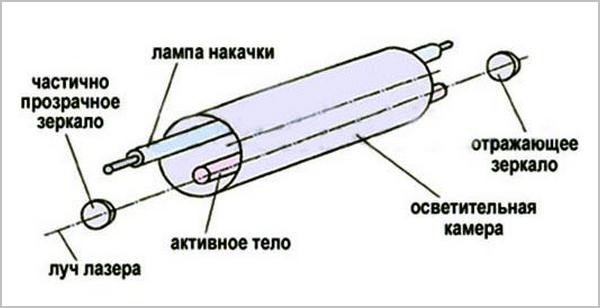
Установки с газообразным активным телом потребляют более высокое напряжение, и позволяет развивать большую мощность — до десятков киловатт. Лампа накачки облучает в таких приборах не твердотельный стержень, а газовую смесь в колбе. Для смеси используют углекислый газ, азот и гелий. Она находится под давлением в несколько атмосфер. Два (или более) электрода периодически инициируют электрический разряд в газовой смеси. Импульс так же усиливается многократным отражением от торцевых зеркал. Когда интенсивность достигает порогового значения, когерентный импульс проходит через полупроницаемое зеркало и сквозь оптическую систему направляется в рабочую зону.

Схема аппарата с элементом на основе газовой среды
Газовые установки работают с длинами волны около 10 микрон. Практический коэффициент полезного действия доходит до 15%
Особенности работы с тонкостенным металлом
При сваривании заготовок средней и большой толщины необходимо проплавление материала на всю толщину. Для этого используют излучение высокой интенсивности. Особенностью сварки лазером тонкостенных металлов является высокий риск прожигания листа. Чтобы избежать этого, необходимо строго контролировать следующие характеристики:
- мощность излучения;
- скорость движения луча;
- фокусировка рабочего пятна.
Сваривание тонкостенных заготовок проводят на минимальной мощности. При непрерывном режиме повышают скорость движения рабочего пятна. В импульсном режиме сокращают длительность импульса и повышают их скважность.

Лазерная сварка тонкостенных металлов
Если же на минимальной мощности плотность потока все равно слишком высока — используют преднамеренную расфокусировку луча. Это снижает КПД, но исключает прожигание листа и разбрызгивание металла.
Различия в технологии для разных металлов
Существуют отличия в технологическом процессе для различных металлов и их сплавов.
При сваривании заготовок из стали требуется провести механическую зачистку от ржавчины и других загрязнений. Детали должны быть тщательно обезжирены и высушены. Присутствие в зоне шва влаги может привести к повышенной гидратации материала шва и снижению его прочности и долговечности.
Аналогичная механическая подготовка и обезжиривание требуется для большинства цветных металлов и сплавов.
Нержавеющие сплавы сваривать допускается только встык. Нахлест может привести к возникновению тепловых напряжений в материале.
Благодаря высокой скорости ведения луча в рабочей области не успевают образоваться окислы. Это позволяет сваривать нержавеющие и титановые сплавы без применения флюсовых порошков и атмосферы защитных газов. Эта уникальная способность делает лазерный метод незаменимым при сваривании особо ответственных конструкций атомной, аэрокосмической и оборонной индустрии.
Ручная сварка
Технический прогресс последних лет позволил создать компактный аппарат для ручной лазерной сварки. На рынке представлено множество моделей с различными параметрами и функциональностью.
Они позволяют провести:
- починку малогабаритных и миниатюрных конструкций;
- точечную сварку;
- наплавочные операции;
- ремонт небольших пресс-форм;
- пайку электронных компонентов;
- дезинфекцию медицинских изделий.

Стоимость таких аппаратов все еще значительная. Окупится он при условии большого объема работ.
Применение сварки лазером
Метод применяется для соединения особо ответственных конструкций либо в том случае, когда другими методами соединить заготовки не удается. Наиболее распространен метод в таких областях, как:
- Устройства высокой точности.
- Изделия из легких цветных металлов.
- Соединение чугунных заготовок.
- Сваривание пластика.
Весьма важная область применения лазерной сварки — оборонная промышленность
Плюсы и минусы лазерной сварки
Основные достоинства метода следующие:
- ограниченная зона нагрева снижает риск коробления материала;
- при использовании гибких световодов возможна работа в узкостях и труднодоступных местах;
- сварочный аппарат без дополнительных модификаций применим для резки конструкций и раскроя листового металла;
- исключительное качество и долговечность швов;
- высокая производительность;
- отсутствие расходных материалов.
Минусы, как и у любой действующей технологии, также присутствуют:
- высокая стоимость аппарата;
- малый коэффициент полезного действия;
- высокие требования к образованию и опыту работника.
В конечном счете, сопоставляя преимущества и недостатки сварки лазером, все больше предприятий и даже небольших мастерских принимают решение о переходе на новую технологию.
Используемое оборудование
Несмотря на различные габариты и мощность, оборудование для лазерной сварки относится к одному из основных типов: с твердым или с газообразным рабочим телом. Они различаются лишь методом возбуждения светового излучения. С металлом оба типа станков лазерной сварки работают одинаково.
Твердотельные установки
Такие приборы чаще используются в режиме непрерывного излучения. Они характеризуются более высокими рабочими частотами и ограниченным КПД и мощностью. Твердотельные агрегаты чаще используют для сваривания малогабаритных и тонкостенных изделий.

Импульсный твердотельный лазер
Газовые аппараты
Если требуется соединять заготовки большой толщины, применяют устройства с газообразным рабочим телом. Излучение возбуждается в газовой среде электрическим разрядом. Такие аппараты сваривают детали до 20 миллиметров. Такой способ позволяет достичь высоких мощностей в луче и более высоких значений КПД. Однако устройство прибора более сложное, в нем используется хрупкая стеклянная колба.

Гибридные установки
Для сложных конфигураций свариваемых деталей и листов большой толщины были разработаны гибридные сварочные установки. Рядом с лазерной головкой в них располагается горелка электродугового полуавтомата.

Гибридный лазерно-дуговой процесс сварки в среде защитного газа
Проволока используется в качестве присадочного материала и заполняет сварочный зазор, участвуя в формировании шовного материала.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Лазерная сварка
Соединение нержавеющих сталей успешно производится аргоновой сваркой или полуавтоматами. Но если требуется выполнить шов на очень тонком металле, то здесь эти аппараты менее практичны. Передаваемая температура от электрической дуги либо расплавит тонкий материал полностью, либо деформирует поверхность изделия. В подобной ситуации лучшим вариантом является лазерная сварка металла. Она позволяет создать тонкий шов с минимальным температурным воздействием на изделие. В чем суть этого метода? Каковы его преимущества и какими аппаратами он осуществляется?

За счет чего происходит сваривание лазером?
Лазерная сварка — это процесс расплавления кромок металла специальным лучом. Последний получается от источника света, в котором возбужденные атомы излучают фотоны — точные копии своих прототипов, не поглощая их. Разница энергии между уровнями этих атомов усиливает свет. Это явление называется индуцированное излучение.
Полученный узконаправленный поток преобразованного света отличается постоянной длинной волны и заданным колебанием векторов (поляризацией). Именно им возможно плавить кромки металлов. Такое свечение может подаваться в зону сварки импульсно, когда сила энергии достигает пика, или же постоянно, но с меньшей силой воздействия.
Для концентрации и направления луча используется специальная оптика, состоящая из прозрачных и полупрозрачных зеркал. Сварка может происходить за счет расплавления кромок материала, либо с добавлением присадочной проволоки. В гибридных версиях сварки присадочный материал может создавать еще и электрическую дугу, плавящую кончик проволоки, которую сфокусированный пучок энергии лазера укладывает в шов. Защищает сварочную ванну инертный газ, которым в этом случае выступает гелий и его смеси с аргоном. На видео заметны все основные элементы процесса: источник излучения, канал для подачи проволоки с боку, сопло для продувки газом.
Применение лазерной сварки
Сварка металлов лазером активно используется для соединения легированных сталей, особенно алюминия, титана и нержавейки. Сфокусированный пучок преображенного света способен расплавлять металл толщиной от 0,1 до 10 мм. Это позволяет сваривать как стандартные пластины, так и тоненькие элементы. Благодаря этому лазерные установки нашли широкое применение в электротехнике.
Способность создавать тонкие, и аккуратные швы, отразилась на использовании лазера в ремонте ювелирных украшений и оправ очков. Для этого используют настольные установки, где обозначена точка воздействия луча. Мастер подносит изделие под эту точку и включает подачу энергии. Происходит точечная сварка.
В промышленности лазер применяется в сваривании элементов автомобилей или коррозионно-устойчивых труб. Для этого выпускаю специальные крупные установки, располагаемые на кронштейнах. Как можно заметить на некоторых видео, сварка на таких постах выполняется подводом изделия под головку лазера и включением оборудования. Если требуется создать беспрерывный круглый шов, то используются дополнительные автоматические приспособления, вращающие изделие во время сварки.
Большинство таких аппаратов предназначено для ведения ровных линий шва. Если пластины разрезаны неровно, или специально требуется волнистое соединение, то чтобы не вести шов в ручную, применяются шаблоны, форма которых соответствует линии сварки. Головка аппарата точно повторяет заданные повороты и полностью автоматизирует процесс.
Преимущества сварки лазером
У лазерной сварки есть ряд неоспоримых преимуществ, которые выделяют ее на фоне других способов соединения путем плавления:
- сварка путем воздействия лучом энергии на кромки металла позволяет получать очень узкий, но высокий шов, по сравнению с результатами от полуавтомата или аргоновой сварки;
- метод обеспечивает глубокий провар, но не оставляет наплывов с обратной стороны;
- узкое воздействие света не позволяет перегреваться всей поверхности изделия, что сохраняет целостность его форм и ровность линий;
- работа ведется на повышенных скоростях и улучшает весь производственный процесс;
- благодаря лазеру можно соединять такие тонкие элементы, которые неподвластны аргоновой сварке;
- безопасность при ведении работ за счет отсутствия широкой зоны распространения тепла (возможность вести некоторые операции по сварке даже без защитных перчаток);
- легкая обучаемость методу сваривания.
Как показано на некоторых видео, работу лазерной сваркой можно проводить за столом. Поскольку головка аппарата находится на кронштейне, то в большинстве случаев обе руки сварщика свободны, что позволяет удобнее удерживать и направлять изделие. Там, где применяется ручная сварка, рукоятка устройства довольно тонкая, что не перегружает руку рабочего.
Используемое оборудование и процесс сварки
Установки, позволяющие варить лучом усиленного света, независимо от размеров оборудования, бывают двух типов: твердотельные и с использованием газа. Их принцип работы с металлом похож, но отличаются способы преобразования света в энергию. Разнятся они и по КПД, что влияет на их применение в жизни.
Твердотельные установки
На видео можно заметить, что одни аппараты варят лазером беспрерывно, а другие импульсно. Первый вид сварки выполняется устройствами, в основе которых находится твердый стержень. Часто используют розовый рубин. При пропуске света через который ионы высвобождают свой запас энергии. Концы стержня напыляются серебром, которое активно отражает свет. В результате такого зеркального эффекта ионы направляются по спирали, вокруг стержня. Их движение закручивается и к нему продолжают подключаться новые ионы. Преобразованный свет с усиленной энергией проходит через ряд стекол и фокусируется линзой в пучок. Головка аппарата направляет этот луч на свариваемые поверхности. Подача лазера ведется непрерывно, что позволяет сваривать тонкие элементы. Но для соединения более толстых деталей требуется концентрация энергии. Поэтому были изобретены другие установки.
Газовые аппараты
Для сварки лазером, где требуется глубокая проплавка, разработали альтернативный способ преобразования света. Первоначальным источником в них служит трубка с газом. С каждой стороны резервуар закрыт зеркалами. Находящиеся внутри электроды производят разряд, который высвобождает электроны в газе. Происходит копирование фотонов с усилением энергии атомов. Линзы направляют поток света на изделие. Подача напряжения импульсом содействует максимальной концентрации энергии на выходе. Благодаря этому возможна сварка металлов толщиной до 10 мм.
Гибридные установки
Чтобы проводить сваривание толстых деталей и изделий с зазором, требуется дополнительный присадочный материал. Для этого используют подачу проволоки, которая зажигает электрическую дугу. Это позволяет заполнить пространство между пластинами и создать высокий сварочный шов. Ванна защищается обдувом инертного газа через закрепленное рядом с лазерной головкой сопло. На видео заметно, что процесс осуществляется очень слажено: проволока плавится по линии соединения, а лазер формирует из нее шов.
Сварка лазерными установками выполняется на столе или подставках от аппарата, в следующей последовательности:
- металл важно очистить от окалин, масла или воды;
- детали необходимо подогнать в стык плотно;
- выполняется химическое травление металла;
- головка аппарата подносится к линии начала соединения и запускается кнопка;
- требуется постоянное слежение за попаданием луча в зону стыка.
Сваривание усиленной и преобразованной световой энергией позволяет получать прочные и красивые швы, что особенно важно на тонких металлических изделиях. При этом обеспечивается высокая скорость работы и безопасность сварщика. Именно поэтому данный вид сварки получил широкое применение в промышленности и ремонтных мастерских.
Сварка металла с использованием лазерной установки: Виды и Плюсы +Фото и Видео
 Виды сварки с использованием лазерной установки. Сварка металлов, действенный способ соединения металлоконструкций. Образуемый шов, также имеет свойство герметизировать конструкцию, что имеет целый ряд применений. Сварка имеет два вида применения: соединение деталей и их резка.
Виды сварки с использованием лазерной установки. Сварка металлов, действенный способ соединения металлоконструкций. Образуемый шов, также имеет свойство герметизировать конструкцию, что имеет целый ряд применений. Сварка имеет два вида применения: соединение деталей и их резка.
Выбор технологии зависит от многих факторов, таких как: виды материалов, характеристики готового изделия, и др.
Сферы применения
В поточном производстве весьма часто используется нержавеющая сталь. Тут особое внимание уделяется строгому следованию регламента и последовательности операций. Так как несоблюдение одного из условий может нарушить результат. В случае алюминиевых конструкций, металл предварительно подвергают подготовке. А вот тонкий листовой металл очень хорошо применим в лазерной сварке. Используя лазерную сварку в случае с тонким листовым металлом, можно совсем избежать прожогов материала.
Виды сварки
Среди крупных производственных организаций, большое значение уделено технологии плазменной сварки, так как данный вид в разы увеличивает показатели производительности и ускоряет сам процесс.
Популярен и другой вид сварки, такой как газопорошковый. Технология этого процесса заключена в подаче реагента в место соединения, что образует наплавление и плотную хорошую сцепку металлов.
 Газовый тип сварки использует технологию подачи реагентов через пламя горелки, что в некоторой степени реставрирует изношенные части деталей, но для достижения лучшего результата необходимо строго придерживаться времени прогрева материала.
Газовый тип сварки использует технологию подачи реагентов через пламя горелки, что в некоторой степени реставрирует изношенные части деталей, но для достижения лучшего результата необходимо строго придерживаться времени прогрева материала.
Использование типа сварки током, тоже имеет ряд преимуществ, однако такой вид сварки требует опыт применения и специализированные навыки.
Применение с чугуном
Не всегда стандартные методы сваривания подходят для металлов с примесями, так как в процессе могут образовываться реактивы нарушающие соединение. В таком случае используются особые методы сварки.
Так при наплавлении цветных металлов на чугун, может быть использован способ горячего и холодного сваривания. Для этого сначала заготовки подвергают зачистке, далее формуют и нагревают до температуры в диапазоне 600-800 градусов.
Цена холодного типа сваривания выше стандартных способов, однако, имеет целый ряд преимуществ в использовании для сплавов.
Плюсы сварки лазерным методом
По сравнению с другими способами сварки использование мощных газовых лазеров имеет свои плюсы:
- Значительная глубина проплавления металла.
- Тонкий шов.
- Цена использования лазеров не отличается от стандартных методов сваривания.
- Возможность обработки существенно малых деталей.
- Высокая скорость производства. Автоматизированная система.
Что такое лазерная сварка. Преимущества и недостатки
Лазерная сварка — это один из видов сварки плавлением с нагревом рабочей зоны энергией лазерного излучения. Она относится к термическому классу сварочных технологий и входит в одну группу с плазменной, дуговой и электронно-лучевой сварками.
Технология
Физические характеристики
Лазерная сварка металлов отличается от других видов сварочных технологий высокой плотностью энергии в пятне нагрева — до 1 МВт на кв.см. Это обеспечивает высокую скорость разогрева и охлаждения зоны сварного шва, что значительно уменьшает тепловое воздействие на околошовную зону. Поэтому сварочный процесс не вызывает структурных изменений материала, приводящих к разупрочнению, деформации и образованию трещин.
Размер пятна фокусировки промышленной установки может изменяться в пределах от 0,2 до 13 мм. Глубина проплавления материала прямо пропорциональна энергии излучения лазера, но также зависит от расположения фокальной плоскости луча. Во время сварочной операции зона расплавленного материала перемешается по заданной траектории вместе лазерным лучом, создавая по линии движения сварной шов. Он получается узким и глубоким, поэтому по своей форме принципиально отличается от сварных швов других сварочных технологий.
Виды и режимы лазерной сварки
Технология лазерной сварки включает два вида сварочного соединения: точечное и шовное. При этом промышленные установки могут генерировать два типа лазерного излучения: непрерывное и импульсное. При точечном соединении обычно применяют только импульсное излучение, а при шовном — как непрерывное, так и импульсное. Во втором случае сварной шов образуется путем перекрытия зон импульсного нагрева, поэтому скорость сварки зависит от частоты импульсов. Точечную сварку обычно применяют для соединения тонких металлических деталей, а шовную – для формирования глубоких сварных швов.
Гибридная лазерная сварка относится к сварочным технологиям, при проведении которых применяют присадочные материалы. В этом случае сварочное оборудование дополняется механизмами подачи проволоки, ленты или порошка. Присадочные материалы подаются в зону плавления синхронно с движением сварочной головки, а их толщина соответствует ширине сварного шва и диаметру пятна.
Технологические особенности
Скорость перемещения и энергетические режимы сварочного процесса зависят от ширины сварного шва, а также от вида и толщины свариваемых материалов. Например, стальные листы толщиной 20 мм свариваются газовым лазером со скоростью несколько сот метров в час. Этот показатель на порядок выше предельных характеристик электродуговой сварки.
Лазерная технология особенно эффективна при работе с легированными сталями, чугуном, титаном, медью, медными сплавами, термопластами, стеклом и керамикой. Высокая плотность энергии в пятне нагрева разрушает поверхностные окисные пленки, препятствуя образованию новых окислов. Это позволяет сваривать лазерным лучом титан, алюминий и нержавеющую сталь, не применяя флюсы или защитной среды инертных газов.
Особенностью сварки лазером тонкостенных металлов является очень высокая плотность энергии в сварочной ванне объемом в доли кубического миллиметра. Поэтому сваривание листовых материалов толщиной 0.05-1.0 мм ведется с расфокусировкой лазерного луча. Такой режим снижает КПД сварочного процесса, но при этом исключает сквозное прожигание заготовки.
Состав и принцип работы сварочного оборудования
Все установки лазерной сварки состоят из следующих функциональных модулей:
- технологический лазер;
- система транспортировки излучения;
- сварочная головка с фокусирующей линзой;
- блок фокусировки луча;
- механизмы перемещения сварочной головки и заготовки;
- система управления перемещениями, фокусировкой и мощностью лазера.
В сварочном оборудовании в качестве генераторов излучения применяют два типа лазеров: твердотельные и газовые. Мощность первых лежит в диапазоне от десятков ватт до 6 кВт, а вторых – от единиц до 25 кВт. В твердотельных установках излучатель — это прозрачный стержень из рубина или алюмо-иттриевого граната, легированного неодимом. А в газовых аппаратах — прозрачная трубка, заполненная углекислым газом или газовыми смесями.
Кроме излучателя в состав любого лазера входит система накачки, оптический резонатор, блок питания и система охлаждения. Генерируемый световой поток попадает через переднее зеркало оптического резонатора на систему зеркал, которая передает его на фокусирующую линзу сварочной головки.
Установки лазерной сварки выпускаются в разных компоновках: от традиционных портальных или консольных станков с рабочими столами и до роботов-манипуляторов с пятью степенями свободы. Управление сварочным оборудованием может выполняться в ручном или автоматическом режиме. Если установка имеет систему ЧПУ, то выполнение сварочного процесса осуществляется в автоматическом режиме по заданной программе. В случае ручной лазерной сварки оператор с выносного пульта задает перемещения, скорости и параметры сварочного процесса.
Применение лазерной сварки
Основная область применения лазерной сварки — это передовые производства с инновационными технологиями. Наиболее широко ее применяют в микроэлектронике, приборостроении, авиакосмической отрасли, атомной энергетике и автомобильной промышленности.
В приборостроении и микроэлектронике с помощью лазера соединяют разнородные и разнотолщинные материалы диаметром от микронов до десятых долей миллиметра. Кроме того, лазерная технология позволяет сваривать элементы, расположенные на близком расстоянии от кристаллов микросхем, а также других чувствительных к нагреву элементов.
Применение лазера в автомобильной промышленности не ограничивается точеной сваркой кузовных элементов из тонколистовой стали. Для снижения веса в современных автомобилях все чаще применяют детали из алюминиевых и магниевых сплавов. Характерная особенность этих материалов — наличие у них поверхностной оксидной пленки с высокой температурой плавления. Поэтому для их соединения чаще всего применяют лазерную сварку.

В судостроении, оборонной промышленности, атомной энергетике и авиакосмической отрасли широко используются комплектующие из титана и титановых сплавов. Сварка титана — это одна из самых сложных задач для сварочного производства. В расплавленном состоянии титан обладает высокой химической активностью к кислороду и водороду, что ведет к насыщению зоны расплава газами и образованию холодных трещин. Лазерная сварка успешно справляется с этой проблемой при работе в защитной среде из газовой смеси на основе из аргона и гелия.
Лазерные установки применяют для сварочного соединения металлов с разными физическими свойствами. С их помощью сваривают сталь и медь с алюминиевыми сплавами, а также разнотипные цветные металлы. Новым направлением сварочных технологий является сварка лазером чугуна, которую применяют при производстве корпусов, элементов шестерен, запорной арматуры и других узлов и компонентов.
Стоимость лазерного оборудования снижается с каждым годом. Сейчас небольшие установки импульсной лазерной сварки доступны даже малому бизнесу и частным лицам. Они имеют небольшую мощность и их обычно применяют для резки, сварки и гравировки листовых материалов.
Преимущества и недостатки
Лазерная сварка обладает рядом неоспоримых достоинств, но, как и все сварочные технологии, имеет свои недостатки. Первые являются следствием уникальных характеристик лазерного луча, а вторые в основном связаны с высокой стоимостью и сложностью оборудования.
Главные преимущества:
- возможность сварки разнообразных материалов: от металлов и магнитных сплавов до термопластов, стекла и керамики;
- высокая точность и стабильность траектории пятна нагрева;
- наименьший размер сварного шва среди всех сварочных технологий;
- отсутствие нагрева околошовной зоны, следствием чего является минимальная деформация свариваемых деталей;
- отсутствие продуктов сгорания и рентгеновского излучения;
- химическая чистота сварочного процесса (не применяются присадки, флюсы, электроды);
- возможность сварки в труднодоступных местах и на большом удалении от места расположения лазера;
- возможность сварки деталей, находящихся за прозрачными материалами;
- быстрая переналадка при переходе на изготовление нового изделия;
- высокое качество сварных соединений.
Основные недостатки:
- высокая стоимость оборудования, запасных частей и комплектующих;
- низкий КПД (для твердотельных лазеров — около 1%, для газовых — до 10%);
- зависимость эффективности сварочного процесса от отражающей способности заготовки;
- высокие требования к квалификации обслуживающего персонала;
- особые требования к помещениям для размещения лазерного оборудования (в части вибрации, запыленности и влажности).
Заключение
Лазерная сварка является самой молодой из сварочных технологий — в промышленности она применяется только с конца семидесятых годов XX века. Сразу после своего появления она начала активно замещать традиционные методы сварки. Наибольшее распространение лазерная сварка получила в передовых производствах с инновационными технологиями.
В наше время лазерная сварка вышла далеко за пределы своего первоначального применения. Сейчас она используется не только в промышленности, но и в часовом производстве, при изготовлении и ремонте ювелирных украшений и даже при создании рекламных конструкций.
Технология лазерной сварки металлов и аппараты
Среди используемых способов сварки металлических частей и конструкций наиболее передовым способом, обеспечивающим качественный аккуратный шов, является лазерная сварка металлов.
Ее применяют, когда к точности получаемых форм предъявляются высокие требования. Достигается это за счет высокой точности сварного шва, который при лазерной сварке имеет небольшую ширину и достаточную глубину.
Тонкий шов получается при воздействии на металл мощного лазерного излучения в ограниченной области его воздействия, вызывающего нагрев в этой зоне до высоких температур за короткий период времени.
Технология лазерной сварки
Рассмотрим природу теплового воздействия лазера на металл и последующего расплавления сварной зоны.
Поток лазерных лучей монохроматичен и характеризуется одинаковой длиной волны по сравнению со световым потоком, обладающим различными длинами волн. Поэтому он хорошо поддается фокусировке с помощью зеркал и оптических линз, позволяющих добиться резонанса (когерентности) лазерного луча, что приводит к увеличению мощности потока.
Принцип проведения сварки с помощью лазера основан на фокусировке лазерного луча, полученного с помощью квантового генератора. В основе его работы лежит излучение, которое является источником электромагнитных волн, индуцированных с помощью усилителя.
Направленный пучок лучей при проникновении внутрь металла воздействует на него на электронном уровне, отдавая свою энергию. Это происходит путем поглощения атомами металлов концентрированной лучистой энергии в виде фотонов.
В результате атомы переходят в возбужденное состояние и становятся способными сами излучать энергию в виде фотонов. При совпадении энергии фотонов падающей электромагнитной волны пучка с энергией фотонов возбужденных атомов металлов происходит индуцированное усиленное излучение.
В результате высвобождается тепловая энергия, за счет которой металл в этой области нагревается до температуры плавления. После кристаллизации расплавленных кромок металла образуется прочное межкристаллическое сцепление атомов и формируется качественный сварной шов.
Условия и способы осуществления сварочного процесса
Для обеспечения эффективности энергии луча нужно его сфокусировать. Для этого используют отражающие и фокусирующие лазерный луч зеркала. Когерентные лучи имеют минимальный разброс и оказывают действие на точно определенные участки сварной области.
Такой вид сварки можно проводить:
- в разных положениях и при любом расположении свариваемых кромок;
- с помощью сплошного и частичного расплавления сплавляемой области металла;
- непрерывно или импульсами.
При помощи такого метода можно соединять, как тонкостенные металлические листы, так и изделия, имеющие большие габаритные размеры.
Чем точнее сфокусирован лазерный луч, тем выше мощность его излучения.
Оборудование для проведения лазерной сварки
Для выполнения сварки с помощью лазера применяется следующее оборудование:
- источник лазерного излучения;
- блок транспортировки и системы для фокусировки луча;
- при необходимости наличие газовой среды для защиты металла;
- система для перемещения луча и самого изделия.
Устройство лазера включает излучатель и источник электропитания. Излучение обеспечивает генератор, продуцирующий лучи в специальной среде.
В качестве такой среды применяется две разновидности лазеров: твердотельные и на основе газов.
Видео-обзор станка лазерной сварки E-fiber AF с вращательным приводом:
Аппараты лазерной сварки металлов
Все аппараты лазерной сварки металлов работают в импульсном или непрерывном режиме.
Аппараты с твердым активным элементом отличаются от устройств на основе активной среды из газов длиной излучающей волны. У них она короче и мощность излучения слабее газовых устройств.
Лазеры с твердым активным элементом
Твердотельные аппараты функционируют в основном с помощью импульсного лазера, но иногда может использоваться непрерывный и импульсный рабочий режим. Их работа осуществляется таким образом:
- Твердый элемент, имеющий форму стержня, являющийся источником лазерного луча, расположен внутри специальной камеры, освещенной лампой для накачки.
- Она обеспечивает при работе световые импульсные вспышки, приводящие в активное состояние рабочее тело.
Твердотельный элемент чаще изготавливают в виде стержня, изготовленного из так называемого «розового» рубина, представляющего собой окись алюминия (Al2O3) с примесью ионизированного хрома (Cr3+).
После воздействия лучей ионы Cr3+ переходят в активное состояние и начинают светиться. С торцов стержень покрыт веществом, отражающим свет, чаще серебром. Лучи хромовых возбужденных ионов, отражаясь от посеребренных зеркал, перемещаются вдоль оси, передавая возбуждение другим ионам. Процесс возбуждения ионов становиться массовым и сопровождается мощным выделением лучистой энергии. Они фокусируются с помощью линзы в сварной области.
Такие лазеры обычно являются источниками импульсов периодического действия с длиной волны 0,69 мкм и максимальной импульсной энергией от 10-2 до 10-3 Дж.
Средние значения мощности излучения элементов на основе твердотельных стержней может доходить до сотен ватт.
Аппараты с элементами на основе газовой среды
Аппараты, использующие для работы активную газовую среду, функционируют как в непрерывном, так и импульсном режиме. Это оборудование является более мощным, работающим при высоком напряжении.
В качестве активной среды может использоваться газ на основе смеси (СО2), (N2) и гелия (He). Он подается под давлением от 2,66 до 13,3 кПа. Возбуждение газовой смеси осуществляют с помощью электрического разряда. Гелий (Не) и азот (N2) осуществляют передачу полученной при возбуждении энергии молекуле СО2 и обеспечивают условия для создания разряда. Газоразрядные аппараты излучают длину волны до 10,6 мкм.
Кпд работы аппарата может достигать от 5 до 15%.
Схема работы аппаратов на основе газовой среды показана на рисунке:
Особенности сварки лазером тонкостенных металлов
В отличие от толстостенных металлов, которым для успешного соединения требуется глубокое расплавление, для тонких металлов глубина проплавления существенный фактор. При лазерной сварке тонких металлов с ней нельзя переборщить.

Параметры, влияющие на эту величину, это:
- мощность лазерного излучения;
- скорость выполнения работы;
- степень фокусировки луча лазера.
В случае непрерывного процесса t — это длительность его проведения. Если работа осуществляется в импульсном режиме, то t – это продолжительность импульса. При высоких показателях мощностной плотности (Е) может наступить кипение металла в области воздействия луча, приводящее к сквозным дефектам.
Для тонких металлов особенно важна характеристика этого показателя. На него влияет кроме времени воздействия степень фокусировки луча. Для уменьшения плотности излучения для тонких металлов производят расфокусировку луча с помощью электронного управления настройкой работы аппарата.
Изменяя показатели (Е) и (t) можно обеспечить режим работы для разных металлических конструкций, имеющих минимальную толщину.
Различия в технологии проведения лазерной сварки разных металлов
Технология проведения сварки с помощью лазера для различных сплавов металлов имеет свои особенности.
Например, перед проведением работ со стальными изделиями их нужно обязательно очистить: снять окалину, избавиться от коррозии.

Изделие должно быть сухим. Это поможет избежать образования пор, оксидной пленки и трещин в самом шве. Последнее особенно важно при сваривании труб из стальных сплавов. Зону сварки нужно обезжирить.
Предварительная обработка нужна и изделиям из алюминия, магния и цветных металлов.
Если изготавливаются трубы из нержавейки, то их сваривают строго встык. Шов внахлест не допускается из-за возникающих напряжений в металле.
Быстрота проведения лазерной сварки исключает образования окисных соединений в зоне расплава, поэтому при ее проведении не требуется создания защитной среды или вакуума в отличие от других видов сварки.
Это свойство особенно важно при сварке титановых сплавов. Они используются в ответственных изделиях атомной и авиационной промышленности. Поэтому, чтобы избежать образования зерен в зоне нагрева этого металла до высоких температур, часто применяют лазерную сварку.
Ручная сварка
Соединение деталей можно осуществлять с помощью ручной лазерной сварки.
Миниатюрный станок для ее самостоятельного проведения сейчас можно выбрать без труда. Их достаточно много в продаже по приемлемой цене с разными параметрами настройки режимов работы.

С помощью такого станка легко можно провести:
- ремонт с помощью сварки миниатюрных изделий, например, ювелирных, оправы для очков;
- точечную спайку (сварку) в стык;
- наплавку;
- ремонт пресс-форм;
- обрабатывать предметы медицинского назначения;
- сварочные работы в области микроэлектроники.
Заключение
Лазерный способ сварки металлов сегодня особенно востребован во многих областях. С помощью этой технологии можно бесконтактно соединять материалы с разными электрохимическими свойствами. Это позволяет проводить работы в труднодоступных местах. Работы можно проводить на малых площадях с большой точностью.
Однако ее применение ограничено значительной стоимостью из-за высокой цены оборудования.
Особенности технологии лазерной сварки

Лазерная сварка – один из современных методов, позволяющих соединять и разрезать металлические детали.
Ее работа основывается на использовании сфокусированного лазерного луча, благодаря чему появляется возможность выполнения швов на очень тонком металле.
Технология лазерной сварки
Соединение деталей из нержавейки с легкостью осуществляется аргоновой сваркой или полуавтоматами. Однако в задачах формирования швов на достаточно тонком металле отмеченные методы оказываются малоэффективными. Высокая температура, возникающая в аргоновой сварке, способна попросту расплавить изделие или же деформировать его.
В данном случае наиболее эффективной является лазерная сварка металлов. С ее помощью удается сформировать тонкий шов, а дефекты, связанные с действием температуры, будут минимальны.
Итак, каков же принцип работы и в чем преимущества лазерной технологии?
Суть метода заключается в расплавлении тонких кромок металла с помощью лазера. Он формируется посредством испускания фотонов атомами. Такое явление называется индуцированным излучением.
Полученный световой поток позволяет плавить кромки материала и соединять их между собой. Кроме того свечение можно подавать в зону сварки импульсно с высокой энергией или же постоянно с меньшей силой воздействия.
В гибридных версиях сварки присадочная проволока может также создавать дугу, расплавляющую ее кончик. Световой пучок, в свою очередь, будет укладывать расплавленный присадочный материал в шов.
Обычно сварочную ванну защищают инертным газом. В этих целях применяется гелий или аргон. Однако тут есть и некоторые особенности. Взаимодействие лазера с металлом приводит к его нагреву и испарению. В результате луч может экранироваться и преломляться.
Избежать подобной ситуации позволяет гелий. Газ принудительно поступает к сварному соединению, снижая испарение металла.
Данная технология нашла широкое применение в различных отраслях промышленности и производства. Она используется для соединения изделий из алюминия, титана, меди лазером. Сфокусированный луч позволяет расплавлять кромки деталей толщиной от 0,1 мм до 10 мм.
Благодаря возможности формирования тонких аккуратных швов эта технология получила широкое распространение в ремонте ювелирных изделий и оправ очков. В этих целях используются специальные малогабаритные настольные установки.
Место воздействия пучка в оборудовании отмечено точкой, под которую мастер подносит соединяемые детали и включает прибор. В результате происходит точечная сварка.
В случае необходимости создания шва на круглых изделиях, они вращаются с помощью специального оборудования во время сварки.
Данная технология сварки имеет ряд преимуществ. Благодаря им она выделяется на фоне других методов.
К основным достоинствам следует отнести следующие:
- возможность получения узкого и высокого шва, чего невозможно добиться полуавтоматами;
- глубокий провар без наплывов с другой стороны изделия;
- маленькая область взаимодействия света с деталью позволяет ей не перегреваться во время сварки, что исключает появления дефектов, связанных с термическим воздействием;
- высокая скорость работы и производительность;
- возможность соединения тонких деталей;
- безопасность;
- простота использования.
К недостаткам метода следует отнести его высокую стоимость. В связи с этим данная технология оказывается наиболее эффективной на производстве, где она достаточно быстро окупается.
Оборудование для проведения лазерной сварки

Существует две разновидности приборов для лазерной сварки: твердотельные и газовые аппараты. Чтобы сделать правильный выбор подобного устройства необходимо знать особенности каждого из них.
Как уже отмечалось ранее аппарат лазерной сварки может работать импульсно или постоянно. Ручная твердотельная лазерная установка относится к устройствам функционирующим по второму принципу. В основе таких приборов находится твердый стержень, наиболее часто используется розовый рубин.
На внешний контур и лампу подаются токи. Лампа генерирует высокочастотные, кратковременные импульсы света. В результате описанных процессов внутри стержня формируется ионизированный лазерный пучок. Под действием магнитного поля он высвобождается в нужном направлении.
Указанная технология формирования лазера отличается невысокой мощностью. В связи с этим она применяется для небольших изделий, позволяя формировать качественные швы. Широкое распространение этот метод получил в микроэлектронике.
Аппараты с элементами на основе газовой среды
Газовое оборудование лазерной сварки более мощное по сравнению с твердотельными аналогами. Такие установки работают с использованием высоковольтных источников. Поддерживаются оба типа режимов источников: импульсный и постоянный.
Ручной лазерный аппарат подобного типа характеризуется более длинными волнами, а также высокой рабочей мощностью. Самыми распространенными являются газодинамические приборы. В качестве активной среды тут используются газы, температура которых может достигать трех тысяч градусов.
Мощность газовых установок позволяет сваривать металлические листы толщиной до двадцати миллиметров. Стоит отметить, что в этом случае также формируются аккуратные качественные швы, а за счет локализации термического воздействия изделия не деформируются после сварки.
Принцип работы устройств похож на твердотельные, однако вместо стержня лампа облучает газовую смесь, находящуюся под давлением в несколько атмосфер. Электроды периодически вызывают электрический разряд в смеси.
После многократных отражений от торцевых зеркал когерентный луч проходит через оптическую систему и облучает рабочую область.
Особенности сварки лазером тонкостенных металлов
Основное преимущество лазерной сварки – ее разнообразие. Каждому виду работы можно подобрать соответствующее оборудование. В зависимости от типа поставленных задач и материалов, которые предстоит сваривать, можно подобрать наиболее оптимальные устройства.
Так, например, соединение деталей маленькой и большой толщины необходимо осуществлять разными установками. Как уже было отмечено выше, в одном случае лучше воспользоваться твердотельным лазером, а в другом – аппаратами на основе газа.

Особенно эффективной данная технология оказывается в сварке тонкостенных металлов. Использование других методов влечет за собой ряд рисков, связанных с прожиганием материала, а также с появлением различных термических дефектов.
Лазерная сварка позволяет избежать указанных проблем, однако для этого необходимо точно контролировать мощность излучения, скорость движения луча, а также фокусировку рабочего пятна.
Соединение тонкостенных деталей осуществляют на минимальной мощности. Если сваривание проводится в импульсном режиме, тогда повышают скважность импульса и сокращают его длительность. А в непрерывном режиме скорость движения лазера повышают.
Если установка не позволяет понизить мощность до необходимого уровня, тогда луч следует расфокусировать. Это уменьшит производительность сваривания, зато исключит вероятность прожигания изделия.
Отличия в технологии сваривания деталей из разных металлов
Различные металлы сваривают в соответствии с различными технологическими нормами. Работа с заготовками из стали требует предварительной зачистки от загрязнений, включая ржавчину. Также изделие должно быть тщательно обезжирено и высушено.

Наличие влаги в области соединения деталей может привести к повышенной гидратации и, как следствие, к снижению его прочности и долговечности.
Благодаря высокой скорости движения луча, станки лазерной сварки позволяют формировать шов без окислов. В результате становится возможным осуществлять соединение нержавеющих и титановых сплавов без флюса и инертных газов.
Эта уникальная способность делает подобные установки незаменимыми при сваривании особенно ответственных конструкций.
Развитие технологий за последние годы позволило создать компактный прибор для ручной лазерной сварки. На сегодняшний момент существует множество моделей, представленных в магазинах. Все они могут похвастаться различными параметрами и функциональностью.
Лазерная сварка металла – уникальная технология, позволяющая соединять тонкие материалы, нержавеющие и титановые сплавы. Главной особенностью данной технологии является формирование качественного, аккуратного шва без каких-либо дефектов, связанных с деформациями деталей.
Благодаря указанным преимуществам такой тип сварки получил широкое распространение на различных производствах.
Источники:
http://stankiexpert.ru/spravochnik/svarka/lazernaya-svarka-metalla.html
http://svarkalegko.com/tehonology/lazernaya-svarka.html
http://domsdelat.ru/karkas-doma/svarka-metalla-s-ispolzovaniem-lazernoj-ustanovki-vidy-i-plyusy-foto-i-video.html
http://svarkaprosto.ru/tehnologii/chto-takoe-lazernaya-svarka-preimushchestva-i-nedostatki
http://plavitmetall.ru/svarka/lazernaya-oborudovanie.html
http://tutsvarka.ru/vidy/lazernaya-svarka
http://okarkase.ru/frame-home/ukosiny-v-karkasnom-dome.html

