
Как правильно пользоваться штангенциркулем: показания, приемы работы
Как правильно пользоваться штангенциркулем
Штангенциркуль – это высокоточный инструмент для измерения внешних и внутренних линейных размеров, глубины отверстий и пазов, а также маркировки. Этот универсальный инструмент получил свое название от линейки-линейки, которая является основой его конструкции.
Определение показаний по нониусу
Чтобы определить значение штангенциркуля, просуммируйте значения его основной и вспомогательной шкал.
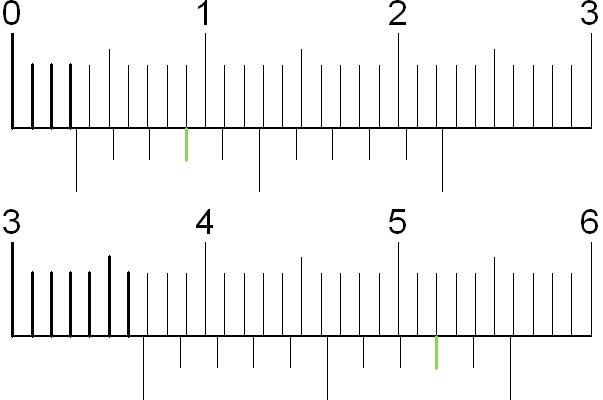
Число целых миллиметров отсчитывается слева направо на шкале шкалы. Нулевая точка нониуса используется как указатель. Чтобы подсчитать доли миллиметра, найдите штангу нониуса, которая наиболее точно соответствует одной из полос на эталонной шкале. Затем умножьте порядковый номер найденного шага нониуса (не считая нулевого шага) на значение деления его шкалы.
Результатом измерения является сумма двух значений: количества целых миллиметров и долей мм. Когда опорная линия нониуса точно совмещена с одной из полос на основной шкале, результирующий размер выражается целым числом.
На рисунке выше показаны показания штангенциркуля ШТЗ-1. В первом случае они равны: 3 + 0,3 = 3,3 мм, а во втором – 36 + 0,8 = 36,8 мм.
Нониус с точностью до 0,05 мм
Шкала деления 0,05 мм показана ниже. Для наглядности представлены два разных значения. Первый – 6 мм + 0,45 мм = 6,45 мм, второй – 1 мм + 0,65 мм = 1,65 мм.
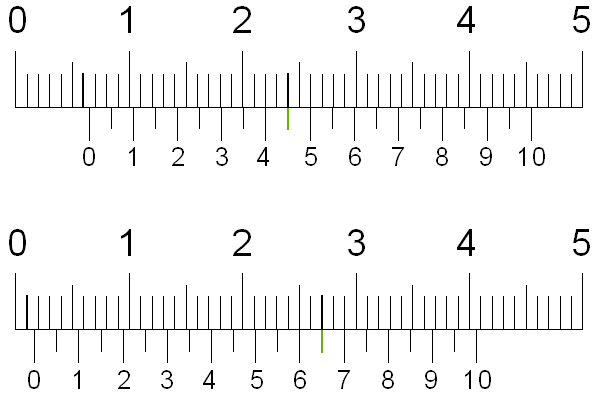
Как и в первом примере, найдите точно совпадающие прыжки с нониусом и штангой. На рисунке они отмечены зеленым и черным цветом соответственно.
Устройство механического штангенциркуля
Конструкция двухходового суппорта с ограничителем глубины показана на чертеже. Диапазон измерения этого инструмента 0-150 мм. Его можно использовать для измерения внешних и внутренних размеров и глубины отверстий с точностью до 0,05 мм.
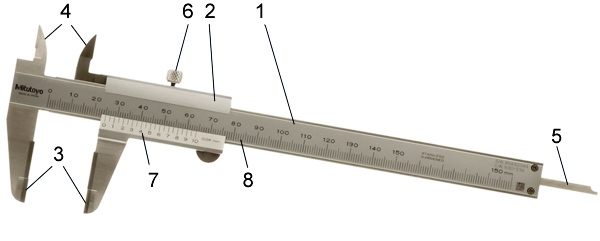
Основные предметы
стержень. Рамка. Челюсти для наружных измерений. Челюсти для наружных измерений. Линейка для измерения глубины. Анкерный болт для крепления рамы. Шкала Вернье. Он используется для считывания долей миллиметра. Барная шкала.
Внутренние измерительные губки 4 имеют ножевидную форму. Это позволяет без дополнительных расчетов определить размер проема на шкале. Если губки штангенциркуля градуированы, как в приборе Sztz-2, то при замере зазоров и отверстий к полученным показаниям следует прибавить их общую толщину.
Значение нониуса может варьироваться в зависимости от модели прибора. Например, в ШТС-1 она составляет 0,1 мм, в ШТС-II 0,05 или 0,1 мм, а значение нониуса 0,02 мм практически равно точности микрометра. Отличия в конструкции штангенциркулей можно выразить в виде подвижной рамки, пределов измерения, например: 0-125 мм, 0-500 мм, 500-1600 мм, 800-2000 мм и т. Д. размеры зависят от различных факторов: значений нониуса, навыков, хорошего состояния инструмента.
Порядок проведения измерений, проверка исправности
Перед началом работы проверьте техническое состояние суппорта и при необходимости отрегулируйте его. Если инструмент имеет перекошенные челюсти, его не следует использовать. Кроме того, на рабочих поверхностях не должно быть вмятин, коррозии и царапин. Обязательно, чтобы передние поверхности стержня и глубиномера с выровненными губками были на одной линии. Шкала инструмента должна быть чистой и разборчивой.
- Зажимы зажима плотно прижимаются с небольшим усилием, без зазоров и перекосов. При определении значения внешнего диаметра цилиндра (вала, болта и т. Д.) Следите за тем, чтобы плоскость рамы была перпендикулярна его оси. При измерении цилиндрических отверстий губки суппорта имеют противоположные точки, которые можно найти, сосредоточив внимание на максимальных показаниях шкалы. Для этого плоскость рамы должна проходить через ось проема, т. е. измерение по хорде или под углом к оси не допускается. Для измерения глубины отверстия стержень располагается на краю отверстия перпендикулярно поверхности детали. Ограничитель глубины выдвигается до дна с помощью выдвижной рамы. Полученный размер фиксируется стопорным винтом и показание фиксируется.
При работе с зажимом нужно следить за тем, чтобы рама двигалась плавно. Он должен сидеть плотно, не раскачиваясь на штанге, и двигаться без рывков с умеренным усилием, которое регулируется стопорным винтом. Обязательно, чтобы нулевая линия нониуса совпадала с нулевой линией планки при совмещении губок. В противном случае вам нужно переустановить Nonius, то есть ослабить его болты на раме, выровнять стержни и снова прикрепить болты.
Как пользоваться штангенциркулем: пошаговая инструкция
Штангенциркуль используется для определения внешнего и внутреннего диаметров, линейных размеров, глубины канавок и отверстий, а также расстояния между ножками. Некоторые модификации позволяют делать разметку на поверхности заготовок. Инструмент используется для измерения обрабатываемых деталей в механических и слесарных производственных цехах, контроля поверхностей износа при ремонте устройств, благодаря простоте использования применяется в домашних мастерских.
Конструкция штангенциркуля
Зажим типа Шц-1, представленный на рис.1, состоит из:
Стержень. Рамка. Шкала измерения. верхняя челюсть. Нижняя челюсть. Глубиномер. Шкала Нони. Зажимной винт.
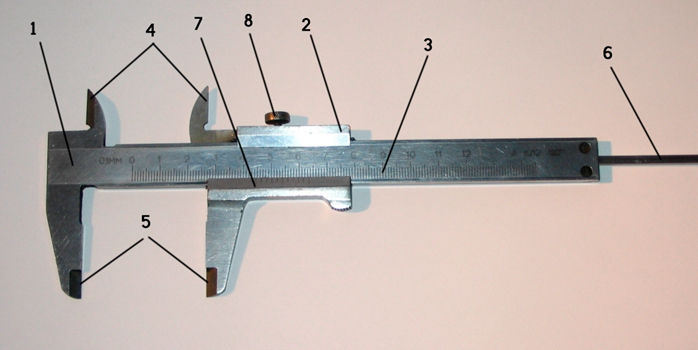
Выбор штангенциркуля для конкретной задачи зависит от размеров, конструктивных особенностей детали и требований к точности размеров. Инструменты различаются по следующим параметрам:
- Диапазон измерений. Длина шкалы на стреле варьируется от 125 до 4000 мм. Точность. Многие из обычно используемых моделей имеют точность 0,1, 0,05, 0,02 и 0,01 мм. Функциональность. Есть суппорты с ограничителем глубины и без него. Количество и форма измерительных поверхностей. Губки односторонних и двусторонних инструментов могут быть плоскими, коническими или закругленными. Конструкция возвратного устройства. Это может быть нониус, индекс механической точности или электронный.
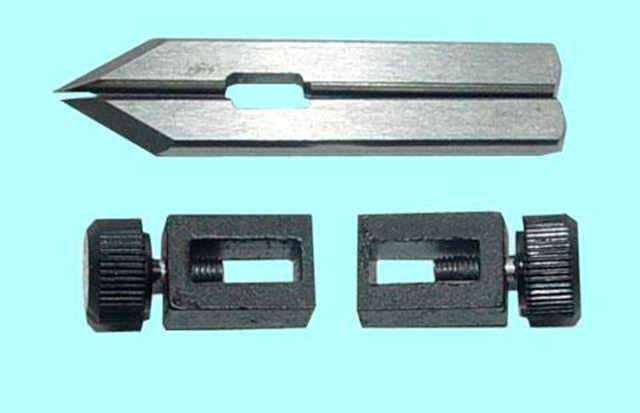
Штангенциркули изготовлены из износостойкой инструментальной стали, а их измерительные поверхности могут быть усилены пластинами из карбида вольфрама. Для маркировки деталей незаточенные губки снабжены фрезами (рис. 2), имеющими ручки и крепежные винты.
Порядок измерений
Инструмент и заготовка должны быть готовы к работе: удалите грязь, сведите губки ближе друг к другу и убедитесь, что показание равно «0». Для измерения наружного диаметра или линейных размеров
- разделите челюсти, сдвинув рамку; Сдвиньте их до упора в контрфланцы; зафиксируйте раму на месте с помощью установочного винта; Выведите штангенциркуль, чтобы оценить полученные результаты.
Для измерения внутреннего размера губки переводятся в положение «0», а затем раздвигаются, пока они не соприкоснутся с гранями. Если конструктивные особенности детали позволяют видеть шкалу, показание считывается без фиксации или вычитания.
Для измерения глубины отверстия:
- сдвигая раму, ограничитель глубины выдвигается; опустить в проем и прижать к стене; передвиньте штангу до упора; зафиксируйте стопорным болтом и втяните.
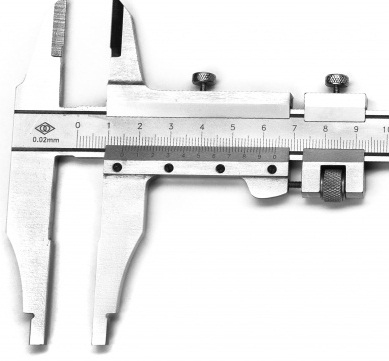
Точность результатов зависит от правильного совмещения губок с деталью. Например, при определении диаметра цилиндра стержень должен пересекать или пересекать его продольную ось под прямым углом, а при измерении длины – располагаться параллельно. Штангенциркули ШТЗ-2 и ШТЗ-3 имеют дополнительную рамку, которая подвижно соединена с основной посредством винта микрометрической регулировки (рис. 3). Такая конструкция облегчает позиционирование инструмента. При проведении измерений дополнительная рамка устанавливается на штанге, а положение основной рамки регулируется поворотом микрометрического винта.
Считывание результатов
По нониусной шкале
Число целых миллиметров считывается от нулевой отметки на рейке до нулевой отметки нониуса. Если они не совпадают, размер включает доли миллиметра, соответствующие точности прибора. Чтобы определить их, нужно отсчитать от нуля до линии нониуса, которая совпадает со шкалой на рейке, а затем умножить их количество на цену шкалы.
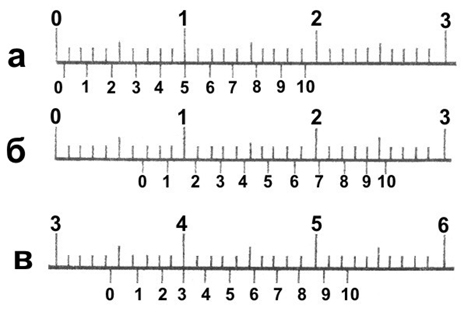
На рисунке 4 показаны размеры: а – 0,4 мм, б – 6,9 мм, ш – 34,3 мм. Номинальное значение деления 0,1 мм.
По часовому индикатору
Считайте количество дюймов на полоске от нуля до последней метки, которая не скрыта под лицевой панелью. Дробь считывается с индикатора: количество делений, на которых индикатор останавливается, умножается на его значение.
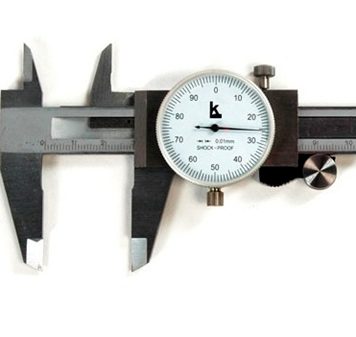
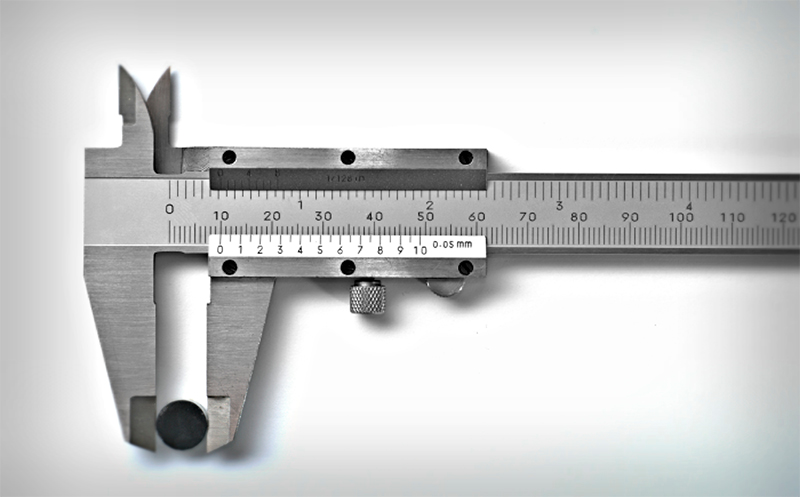
На рисунке 5 показан размер 30,25 мм. Цена деления указателя 0,01 мм.
По цифровому табло
Здесь подсчитывать не нужно, размер отображается на дисплее.

Для определения внутреннего размера, снятого прибором с измерительными поверхностями радиуса (нижние губки на рис. 3), прибавьте их толщину к показаниям шкалы, которая указана на неподвижной губке. Для расчета внешнего размера, снятого штангенциркулем с резцами (рис. 2), их толщина вычитается из показания шкалы.
Разметка
Обычный штангенциркуль с заостренными измерительными поверхностями может выполнять основные операции измерения. Приложив одну губку к краю заготовки, вы можете провести линию, перпендикулярную ей, используя кончик другой губки. Линия проводится на равном расстоянии от лица и копирует его форму. Чтобы нарисовать отверстие, нужно прибить его центр: выемка используется для фиксации одной из челюстей. Таким же образом можно использовать любой метод рисования геометрии.
Твердосплавные пластины и фрезы оставляют четкие царапины на элементах из стали с твердостью> 60 HRC. Также существуют узкие суппорты, предназначенные исключительно для разметки.
Почему возникают ошибки при измерениях
Наиболее частые ошибки, снижающие точность хорошего инструмента:
- Чрезмерное давление на раму вызывает несовпадение со штангой. Тот же эффект достигается, когда нижние челюсти приближают к верхним во время измерения. Установка кулачков на скруглениях, фасоках и скруглениях. Выравнивание во время позиционирования. Несоосность инструмента.
Первые три ошибки чаще всего возникают по неопытности и исчезают с практикой. Последнее следует предотвратить уже на этапе подготовки к измерениям. Самый простой способ – установить на электронном штангенциркуле «0»: это делается кнопкой (кнопка «ZERO» на рис. 6). Диск сбрасывается поворотом винта, расположенного в нижней части диска. Чтобы откалибровать нониус, ослабьте винты, крепящие его к раме, переместите в нужное положение и снова прикрепите.
Деформация элементов суппорта и износ измерительных поверхностей делают инструмент непригодным для использования. Штангенциркули периодически калибруются метрологическими службами с целью уменьшения количества брака при производстве. Детали, размеры которых известны заранее, такие как хвостовики сверл или кольца подшипников, можно измерить, чтобы проверить точность инструмента и получить домашний опыт.

